2020 官网升级中!现在您访问官网的浏览器设备分辨率宽度低于1280px
请使用高分辨率宽度访问。
激光熔覆技术可显著改善金属表面的耐磨、耐蚀、耐热、抗氧化等性能。与堆焊、热喷涂、电镀等传统表面处理技术相比,它具有诸多优点,如适用的材料体系广泛、熔覆层稀释率可控、熔覆层与基体为冶金结合、基体热变形小、工艺易于实现自动化等。因此,20世纪80年代以来,激光熔覆技术得到了国内外的广泛重视,并已在诸多工业领域获得应用。
激光熔覆工艺和熔覆层性能决定了激光熔覆技术的应用。激光熔覆层的形成过程是一个复杂的物理化学过程和熔体快速凝固过程。在此过程中,影响激光熔覆层成形质量和性能的因素复杂,其中,激光熔覆材料是一个主要因素。熔覆材料直接决定熔覆层的服役性能,因此,自激光熔覆技术诞生以来,激光熔覆材料一直受到研究开发和工程应用人员的重视。为此,本文将对激光熔覆材料体系研究和应用现状进行综述,为激光熔覆技术的深入研究和推广应用提供参考。
按熔覆材料的初始供应状态,熔覆材料可分为粉末状、膏状、丝状、棒状和薄板状,其中应用最广泛的是粉末状材料。按照材料成分构成,激光熔覆粉末材料主要分为金属粉末、陶瓷粉末和复合粉末等。在金属粉末中,自熔性合金粉末的研究与应用最多。
1、自熔性合金粉末
自熔性合金粉末是指加入具有强烈脱氧和自熔作用的Si、B等元素的合金粉末。在激光熔覆过程中,Si和B等元素具有造渣功能,它们优先与合金粉末中的氧和工件表面氧化物一起熔融生成低熔点的硼硅酸盐等覆盖在熔池表面,防止液态金属过度氧化,从而改善熔体对基体金属的润湿能力,减少熔覆层中的夹杂和含氧量,提高熔覆层的工艺成形性能。自开展激光熔覆技术研究以来,人们最先选用的熔覆材料就是Ni基、Co基和Fe基自熔性合金粉末。这几类自熔性合金粉末对碳钢、不锈钢、合金钢、铸钢等多种基材有较好的适应性,能获得氧化物含量低、气孔率小的熔覆层。但对于含硫钢,由于硫的存在,在交界面处易形成一种低熔点的脆性物相,使得覆层易于剥落,因此应慎重选用。表1列出了几种自熔性合金粉末体系的特点。
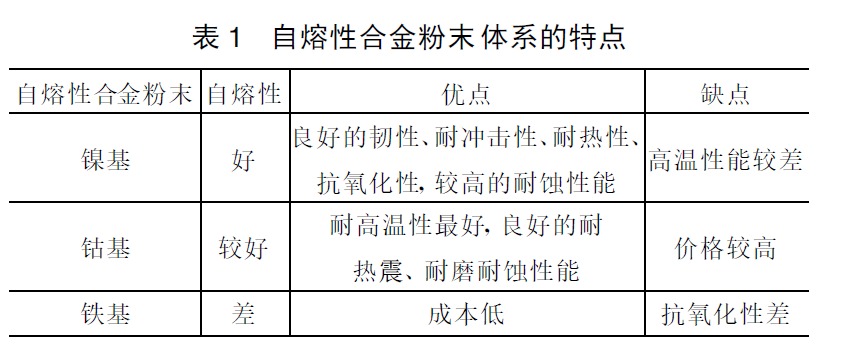
(1)Ni基自熔性合金粉末
Ni基自熔性合金粉末以其良好的润湿性、耐蚀性、高温自润滑作用和适中的价格在激光熔覆材料中研究最多、应用最广。
它主要适用于局部要求耐磨、耐热腐蚀及抗热疲劳的构件,所需的激光功率密度比熔覆铁基合金的略高。Ni基自熔性合金的合金化原理是运用Fe、Cr、Co、Mo、W等元素进行奥氏体固溶强化,运用Al、Ti等元素进行金属间化合物沉淀强化,运用B、Zr、Co等元素实现晶界强化。Ni基自熔性合金粉末中各元素的选择正是基于以上原理,而合金元素添加量则依据合金成形性能和激光熔覆工艺进行确定。
唐英等在中碳钢基体上激光熔覆Ni自熔性合金粉末材料,选择的合金元素为C、Si、B、Cr等。研究表明:C元素的加入可获得高硬度的碳化物,形成弥散强化相,进一步提高熔覆层的耐磨性;Si和B元素一方面作为脱氧剂和自熔剂,增加润湿性,另一方面通过固熔强化和弥散强化提高涂层的硬度和耐磨性;Cr元素固溶在Ni的面心立方晶体中,对晶体既起固溶作用,又对熔覆层起氧化钝化作用,从而提高了耐蚀性能和抗高温氧化性能,富余的Cr与C、B形成碳化铬和硼化铬硬质相,提高了合金的硬度和耐磨性。陈大明等在Y4模具钢上熔覆镍基合金时的主要元素为Cr、Fe、Mo、W、B、Si和C,从镍基合金元素的选择不难看出其强化方式主要是固溶强化。B、Si的加入可以改善合金熔覆层成形工艺性能;碳的加入可以获得碳化物弥散强化相,进一步提高耐磨性。王华明等在钛合金表面激光熔覆60%Ni+30%Ti+10%Si(质量分数)的混合粉末制备了以金属硅化物Ti5Si3为增强相、以金属间化合物NiTi2为基体的复合涂层。研究表明,在干滑动摩擦磨损条件下,该熔覆层具有优良的耐磨性能。
(2)Co基自熔性合金粉末
Co基自熔性合金粉末具有良好的高温性能和耐蚀耐磨性能,常被应用于石化、电力、冶金等工业领域的耐磨耐蚀耐高温等场合。Co基自熔性合金润湿性好,其熔点较碳化物低,受热后Co元素最先处于熔化状态,而合金凝固时它最先与其它元素形成新的物相,对熔覆层的强化极为有利。目前,Co基合金所用的合金元素主要是Ni、C、Cr和Fe等。其中,Ni元素可以降低Co基合金熔覆层的热膨胀系数,减小合金的熔化温度区间,有效防止熔覆层产生裂纹,提高熔覆合金对基体的润湿性。
张松等采用CO2激光器在2Cr13不锈钢表面熔覆Co基粉末,获得了具有优异抗高温腐蚀性能的熔覆层。李明喜等在镍基铸造高温合金表面熔覆高碳钴基合金粉末,发现熔覆层结合界面为垂直生长的柱状晶;随激光输入功率的增大,熔覆层组织粗化,熔覆层的显微硬度略有降低。C.Chabrol等用5kW CO2激光器将Stellite-F粉末熔覆在马氏体钢基体上。
研究发现:涂层表面纵向和横向都是拉应力;在涂层/基体界面附近的基体一侧为压应力,随离界面距离的增加,基体中出现高拉应力峰。
(3)Fe基自熔性合金粉末
Fe基自熔性合金粉末适用于要求局部耐磨且容易变形的零件,基体多为铸铁和低碳钢,其最大优点是成本低且抗磨性能好。但是,与Ni基、Co基自熔性合金粉末相比,Fe基自熔性合金粉末存在自熔性较差、熔覆层易开裂、易氧化、易产生气孔等缺点。在Fe基自熔性合金粉末的成分设计上,通常采用B、Si及Cr等元素来提高熔覆层的硬度与耐磨性,用Ni元素来提高熔覆层的抗开裂能力。
陈惠芬等在16Mn钢表面熔覆Fe-Cr-Ni自熔性合金粉末,结果表明熔覆层组织是树枝晶和胞状晶,熔覆层以非平衡的(Fe、Cr)相和(Fe、Ni)相存在。张锦英等在12Cr2Ni4A钢表面激光熔覆FeCSiB+V(+Ti)合金粉末,研究了加V及复合加V和Ti时激光熔覆涂层的组织和性能。结果表明:熔覆层显微硬度分布均匀,平均硬度在900~1050HV;熔覆层中原位自生增强颗粒的尺寸和含量随冷却速度的加快而减少。李胜等在中碳不锈钢基体上熔覆Fe基粉末,研究发现:碳含量的微小变化能显著改变熔覆层的显微组织和性能;在其它参数不变的情况下,碳含量在0.3%~0.4%范围变化时,碳含量减小有利于提高熔覆层的硬度和韧性,同时有利于抑制裂纹产生。
综合分析可以看出,Ni基或Co基自熔性合金粉末体系具有良好的自熔性和耐蚀、耐磨、抗氧化性能,但价格较高;Fe基自熔性合金粉末虽然便宜,但自熔性差,易开裂和氧化。因此,在实际应用中,应根据使用要求合理选择自熔性合金粉末体系。
2、陶瓷粉末
陶瓷粉末主要包括硅化物陶瓷粉末和氧化物陶瓷粉末,其中又以氧化物陶瓷粉末(Al2O3和ZrO2)为主。由于陶瓷粉末具有优异的耐磨、耐蚀、耐高温和抗氧化特性,所以它常被用于制备高温耐磨耐蚀涂层和热障涂层;另外,生物陶瓷材料也是目前研究的一个热点。
陶瓷材料虽然作为高温耐磨耐蚀涂层和热障涂层材料一直备受关注,但因陶瓷材料与基体金属的热膨胀系数、弹性模量及导热系数等差别较大,这些性能的不匹配造成了涂层中出现裂纹和空洞等缺陷,在使用中将出现变形开裂、剥落损坏等现象。
为了解决纯陶瓷涂层中的裂纹及与金属基体的高强结合,有学者尝试使用中间过渡层并在陶瓷层中加入低熔点高膨胀系数的CaO、SiO2、TiO2等来降低内部应力,缓解了裂纹倾向,但现有的研究表明,纯陶瓷涂层的裂纹和剥落问题并未得到很好解决,因此有待于进一步深入研究。
目前对激光熔覆生物陶瓷材料的研究主要集中在Ti基合金、不锈钢等金属表面进行激光熔覆的羟基磷灰石(HAP)、氟磷灰石以及含Ca、Pr等生物陶瓷材料上。羟基磷灰石生物陶瓷具有良好的生物相容性,作为人体牙齿早已受到国内外有关学者的广泛重视。
王迎春等在1Cr18Ni9Ti不锈钢上激光熔覆钙盐复合粉末,组织与物相分析表明:熔覆层组织为粒状的HAP分布于互相搭接的棒状β-Ca2P2O7之中,熔覆层主要物相为β-Ca2P2O7与Ca5(PO4)3(OH);涂层与基体结合处为平界面外延生长的带状组织,熔覆层中部则为典型的胞状晶,熔覆层表面组织为粒状等轴晶。刘其斌等在Ti6Al4V合金上用宽带激光熔覆技术制备梯度生物陶瓷复合涂层,研究表明:钙和氧元素主要分布在生物陶瓷涂层中,钛和钒元素主要分布在基材和合金化层内,磷元素主要分布在合金层与陶瓷层中;合金层基相组织主要为T(Al、P、Fe、V)相,其中分布有白色共晶组织和白色颗粒,白色共晶组织主要为Fe2Ti4O+AlV3,白色颗粒为结晶析出的Al3V0.333Ti0.666;生物陶瓷层基相组织为胞状晶,主要为CaO、CaTiO3和HA,其中分布有灰色相和白色颗粒相;合金层最高硬度为1600HV0.2,生物陶瓷涂层硬度最大值约为1300HV0.2。
激光熔覆生物陶瓷材料的研究起步虽然较晚,但发展非常迅速,是一个前景广阔的研究方向。
3、复合粉末
复合粉末主要是指碳化物、氮化物、硼化物、氧化物及硅化物等各种高熔点硬质陶瓷材料与金属混合或复合而形成的粉末体系。复合粉末可以借助激光熔覆技术制备出陶瓷颗粒增强金属基复合涂层,它将金属的强韧性、良好的工艺性和陶瓷材料优异的耐磨、耐蚀、耐高温和抗氧化特性有机结合起来,是目前激光熔覆技术领域研究发展的热点。目前应用和研究较多的复合粉末体系主要包括:碳化物合金粉末(如WC、SiC、TiC、B4C、Cr3C2等)、氧化物合金粉末(如Al2O3、Zr2O3、TiO2等)、氮化物合金粉末(TiN、Si3N4等)、硼化物合金粉末、硅化物合金粉末等。其中,碳化物合金粉末和氧化物合金粉末研究和应用最多,主要应用于制备耐磨涂层。复合粉末中的碳化物颗粒可以直接加入激光熔池或者直接与金属粉末混合成混合粉末,但更有效的是以包覆型粉末(如镍包碳化物、钴包碳化物)的形式加入。
在激光熔覆过程中,包覆型粉末的包覆金属对芯核碳化物能起到有效保护、减弱高能激光与碳化物的直接作用,可有效减弱或避免碳化物发生烧损、失碳、挥发等现象。
4、其它金属体系材料
除以上几类激光熔覆粉末材料体系,目前已开发研究的熔覆材料体系还包括铜基、钛基、铝基、镁基、锆基、铬基以及金属间化合物基材料等[33~43]。这些材料多数是利用合金体系的某些特殊性质使其达到耐磨减摩、耐蚀、导电、抗高温、抗热氧化等1种或多种功能。
(1)铜基
铜基激光熔覆材料主要包括Cu-Ni-B-Si、Cu-Ni-Fe-Co-Cr-Si-B、Cu-Al2O3、Cu-CuO等铜基合金粉末及复合粉末材料。利用铜合金体系存在液相分离现象等冶金性质,可以设计出激光熔覆铜基自生复合材料的铜基复合粉末材料。研究表明,其激光熔覆层中存在大量的自生硬质颗粒增强体,具有良好的耐磨性。单际国等利用Cu与Fe具有液相分离和母材与堆焊材料的冶金反应特性,采用激光熔覆制备了Fe3Si弥散分布的铜基合金复合熔覆层。研究表明:激光熔覆过程中,由母材熔化而进入熔池的Fe元素与熔池中的Cu合金呈液相分离状态;进入溶池的Fe由于密度小而上浮,上浮过程中与熔池中的Si反应生成Fe3Si,Fe3Si在激光熔覆层中呈弥散状梯度分布于α-Cu基体中。
(2)钛基
钛基熔覆材料主要用于改善基体金属材料表面的生物相容性、耐磨性或耐蚀性等。研究的钛基激光熔覆粉末材料主要是纯Ti粉、Ti6Al4V合金粉末以及Ti-TiO2、Ti-TiC、Ti-WC、Ti-Si等钛基复合粉末。张松等在氩气氛环境下,在Ti6Al4V合金表面激光熔覆Ti-TiC复合涂层,研究表明复合涂层中原位自生形成了微小的TiC颗粒,复合涂层具有优良的摩擦磨损性能。
武万良等在Ti6Al4V合金表面进行了TiC、Ti+33%TiC、纯Ti粉多种材料体系的激光熔覆试验,获得了表面质量优良的激光熔覆层。通过对不同材料熔覆层质量的分析发现,熔覆材料与基体为同种类型的材料时,熔覆层具有良好的润湿性,形成了良好的冶金结合。
(3)镁基
镁基熔覆材料主要用于镁合金表面的激光熔覆,以提高镁合金表面的耐磨性能和耐蚀性能。J.DuttaMajumdar等在普通商用镁合金上熔覆镁基MEZ粉末(成分:Zn:0.5%,Mn:0.1%,Zr:0.1%,RE:2%,Mg:Bal)。研究表明,熔覆层显微硬度由HV35提高到HV 85~100,并且因为晶粒细化和金属间化合物的重新分布,熔覆层在3.56wt%NaCl溶液中的抗腐蚀性能比基体镁合金大大提高。
(4)铝基
SorinIgnat等在WE43和ZE41两种镁合金基体上采用3kW的Nd∶YAG激光器侧向送粉熔覆铝粉,得到了结合性能良好的熔覆层。研究发现,涂层硬度值达到HV0.05120~200,硬度提高的主要原因是Al3Mg2和Al12Mg17金属化合物的存在。ZMei等在镁基ZK60/SiC基体上激光熔覆铝基Al-Zn粉末,得到了冶金良好的熔覆层。研究表明,熔覆层腐蚀电位比标准试样电位高300mV,而腐蚀电流则至少低3个数量级。
(5)锆基
李刚等在纯钛基体上激光熔覆锆基ZrAlNiCu合金粉末,并对涂层进行了研究分析。研究发现,涂层由具有高比强、高硬度的金属间化合物与少量的非晶相构成,具有较好的力学性能;在ZrAlNiCu合金粉末中添加2wt%B和2.75wt%Si,发现涂层中非晶含量增加,硬度升高,两种涂层的最高硬度分别达到HV909.6和HV1444.8。
5、稀土在激光熔覆中的应用
Ce、La、Y等稀土元素极易与其它元素反应,生成稳定的化合物,在熔覆层凝固过程中可以作为结晶核心、增加形核率,并吸附于晶界阻止晶粒长大,细化枝晶组织。同时,稀土元素与硫、氧的亲和力极强,又是较强的内吸附元素,易存在于晶界,既强化晶界又净化晶界,在内氧化层前沿阻碍氧化过程继续进行,可明显提高高温抗氧化性能和耐腐蚀性能。另外,稀土还可有效改善熔覆层的显微组织使硬质相颗粒形状得到改善并在熔覆层中均匀分布。
尚丽娟等在稀土对激光熔覆钴基自熔合金的改性方面做了深入研究,成功地采用稀土变质及激光熔覆工艺在20钢基体上获得了钴基自熔合金梯度组织涂层。结果表明,加入0.6%的稀土后,获得的梯度涂层组织由亚共晶向共晶连续过渡,硬度比原合金高12.3%,耐磨性比未加稀土的涂层提高近2倍。王昆林等综合分析了CeO2和La2O3对铁基和镍基合金激光熔覆层的改性作用,结果表明,Ce和La能有效细化组织,净化晶界,减小夹杂,提高耐磨性能和耐腐蚀性能。潘应君等在A3钢基体表面激光熔覆制备了含稀土氧化物La2O3的镍基TiC金属陶瓷复合层。研究表明,加入适量的稀土氧化物La2O3可有效改善激光熔覆复合层的显微组织,减少复合层中的裂纹、孔洞和夹杂,改善熔覆层中TiC颗粒的形状,同时,熔覆层的耐磨性和耐蚀性明显提高。
针对合理的熔覆材料/基体金属搭配体系,通过优化激光熔覆工艺,可以获得最佳的熔覆层性能。若材料体系搭配不合理,则难以获得质量和性能理想的熔覆层。因此,熔覆层材料的设计和选配对激光熔覆技术的工程应用至关重要。在设计或选配熔覆材料时,一般要考虑以下几个方面。
1、热膨胀系数相近原则
熔覆材料与基体金属二者的热膨胀系数应尽可能接近。若两者热膨胀系数差异太大,则熔覆层易产生裂纹甚至剥落。为此,激光熔覆层材料与基材热膨胀系数的匹配原则,即二者的相关参数应满足式(1):
σ2(1-γ)/(E·ΔT)<Δα<σ1(1-γ)/(E·ΔT)(1)
式中:σ1、σ2分别为熔覆层与基材的抗拉强度;Δα为二者的热膨胀系数之差;ΔT是熔覆温度与室温的差值;E、γ分别为熔覆层的弹性模量和泊松比。从式(1)可以看出,熔覆层的热膨胀系数需有一定的范围,超出上述的范围,易在基材表面形成残余拉应力造成涂层和基材开裂甚至剥落。
2、熔点相近原则
熔覆材料与基体金属的熔点不能相差太大,否则难以形成与基体良好冶金结合且稀释度小的熔覆层。一般情况下,若熔覆材料熔点过高,加热时熔覆材料熔化少,则会使涂层表面粗糙度高,或者由于基体表面过度熔化导致熔覆层稀释度增大,熔覆层被严重污染;若熔覆材料熔点过低,则会因熔覆材料过度熔化而使熔覆层产生空洞和夹杂,或者由于基体金属表面不能很好熔化,熔覆层和基体难以形成良好冶金结合。因而在激光熔覆中,一般选择熔点与基体金属相近的熔覆材料。
3、润湿性原则
熔覆材料和基体金属以及熔覆材料中高熔点陶瓷相颗粒与基体金属之间应当具有良好的润湿性。为了提高高熔点陶瓷相颗粒与基体金属间的润湿性,可以采取多种途径:(1)事先对陶瓷颗粒进行表面处理,提高其表面能。常用的处理方法有机械合金化、物理化学清洗、电化学抛光和包覆等。(2)在设计熔覆材料时适当加入某些合金元素。例如,在激光熔覆Cu+Al2O3混合粉末制备Al2O3/Cu熔覆涂层时,可在粉末体系中加入Ti以提高相间润湿性;添加Cr等活性元素有利于提高基体与颗粒之间的润湿性。另外,可以选择适宜的激光熔覆工艺参数来提高润湿性,如提高熔覆温度、降低覆层金属液体的表面能等。
此外,针对同步送粉激光熔覆工艺,熔覆合金粉末还应遵循流动性原则,即合金粉末应具有良好的固态流动性。粉末的流动性与粉末的形状、粒度分布、表面状态及粉末的湿度等因素有关。球形粉末流动性最好。粉末粒度最好在40~200μm范围内,粉末过细,流动性差;粉末太粗,熔覆工艺性差。粉末受潮后流动性变差,使用时应保证粉末的干燥性。
激光熔覆技术自诞生以来,在工业中已获得了大量应用,解决了工程中大量维修的难题。但是,激光熔覆材料一直是制约激光熔覆技术应用的重要因素。目前,激光熔覆材料存在的主要问题是:激光熔覆专用材料体系较少,缺乏系列化的专用粉末材料,缺少熔覆材料评价和应用标准。
多年来,激光熔覆所用的粉末体系一直沿用热喷涂粉末材料。众多学者研究指出,借助于热喷涂粉末进行激光熔覆是不科学的。热喷涂粉末在设计时为了防止喷涂时由于温度的微小变化而发生流淌,所设计的热喷涂合金成分往往具有较宽的凝固温度区间,将这类合金直接应用于激光熔覆,则会因为流动性不好而带来气孔问题。另外,在热喷涂粉末中加入了较高含量的B和Si元素,一方面降低了合金的熔点;另一方面作为脱氧剂还原金属氧化物,生成低熔点的硼硅酸盐,起到脱氧造渣作用。然而与热喷涂相比,激光熔池寿命较短,这种低熔点的硼硅酸盐往往来不及浮到熔池表面而残留在熔覆层内,在冷却过程中形成液态薄膜,加剧涂层开裂,或者使熔覆层中产生夹杂。
针对以上问题,通常采取的途径主要包括以下几种:(1)在通用的热喷涂粉末基础上调整成分,降低膨胀系数。在保证使用性能的要求下尽量降低B、Si、C等元素的含量,减少在熔覆层及基材表面过渡层中产生裂纹的可能性。(2)添加1种或几种合金元素,在满足其使用性能的基础上,增加其韧性相,提高覆层的韧性,可以有效抑制热裂纹的产生。(3)对基体材料进行预热和后热处理,能够减少温度梯度,降低残余热应力,有利于抑制裂纹的发生。(4)在粉末材料中加入稀土元素,能够提高材料的强韧性。以上各种途径虽然可以在一定程度上改善涂层的工艺性能,但却改变不了激光骤热急冷时产生的内应力,并不能从根本上解决问题。因此,应从激光熔覆过程的特点出发,结合应用要求,研究出适合激光熔覆的专用粉末,这将成为激光熔覆研究的重要方向之一。
现在国内清华大学、华中理工大学等单位已经开展了激光熔覆专用粉末材料的研究。谭文等研制出一种成本低廉、性能优异的专用Fe基合金粉末Fe-C-Si-B,与商用Ni基自熔合金激光熔覆工艺性能的对比研究表明其润湿性更佳;另外,在Fe-C-Si-B合金粉末中加入了少量的CaF2,显著地改善了熔覆粉末的工艺性能。李胜等提出一种“低碳包晶”专用Fe基合金粉末设计思想(即粉末中碳质量分数在0.2%左右,位于包晶点附近),认为合金凝固温度范围窄,晶粒细小,韧性好,抗开裂的能力强,熔覆涂层主要物相是强韧性较好的板条马氏体。研究表明,基于此设计思想的铁基粉末所制备的熔覆组织为“隐晶马氏体+残余奥氏体+少量弥散分布的合金碳化物”,熔覆层硬度达HRC62,无裂纹,且不需预热和后热处理。
另外,功能梯度涂层的开发为解决裂纹问题也提供了新思路,但在其制备中还存在一些问题,如难以精确控制涂层成分按理论设计变化,难以应用于大尺寸零件等。
激光熔覆技术是一项具有高科技含量的表面改性技术与装备维修技术,其研究和发展具有重要的理论意义和经济价值。
激光熔覆材料是制约激光熔覆技术发展和应用的主要因素。目前在研制激光熔覆材料方面虽取得了一定进展,但与按照设计的熔覆件性能和应用要求定量地设计合金成分还存在很长距离,激光熔覆材料远未形成系列化和标准化,尚需要加大力度进行深入研究。
