2020 官网升级中!现在您访问官网的浏览器设备分辨率宽度低于1280px
请使用高分辨率宽度访问。
Laser cladding technology can significantly improve the wear resistance, corrosion resistance, heat resistance, and oxidation resistance of metal surfaces. Compared with traditional surface treatment technologies such as welding, thermal spraying, and electroplating, it has many advantages, such as a wide range of applicable material systems, controllable dilution rate of the cladding layer, metallurgical bonding between the cladding layer and the substrate, small thermal deformation of the substrate, and easy automation of the process. Therefore, since the 1980s, laser cladding technology has received widespread attention both domestically and internationally, and has been applied in many industrial fields.
The application of laser cladding technology is determined by the laser cladding process and the performance of the cladding layer. The formation process of laser cladding layer is a complex physicochemical process and a rapid solidification process of the melt. During this process, there are complex factors that affect the quality and performance of laser cladding, among which the laser cladding material is a major factor. The service performance of the cladding layer is directly determined by the cladding material. Therefore, since the birth of laser cladding technology, laser cladding materials have been highly valued by researchers and engineering applications. Therefore, this article will review the research and application status of laser cladding material systems, providing reference for the in-depth research and promotion of laser cladding technology.
1、 Current research status of laser cladding material system
According to the initial supply status of cladding materials, cladding materials can be divided into powder, paste, silk, rod, and thin plate forms, with powder materials being the most widely used. According to the composition of materials, laser cladding powder materials are mainly divided into metal powder, ceramic powder, and composite powder. Among metal powders, self fluxing alloy powders have the most research and application.
1. Self melting alloy powder
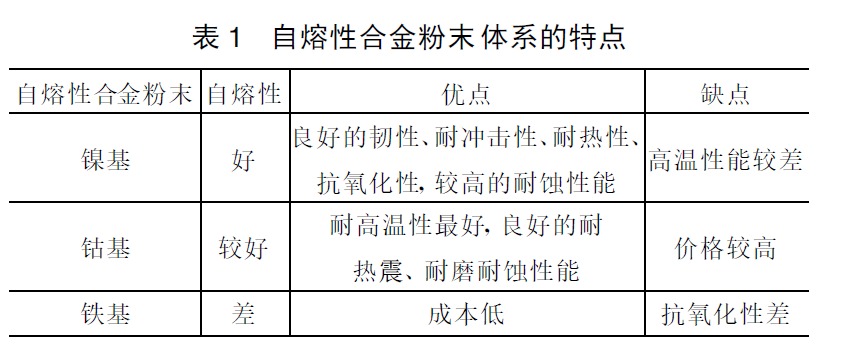
Self melting alloy powder refers to alloy powder containing elements such as Si and B that have strong deoxidation and self melting effects. In the process of laser cladding, elements such as Si and B have slagging function. They preferentially melt together with oxygen in the alloy powder and surface oxides of the workpiece to generate low melting point borosilicate and other coatings on the surface of the molten pool, preventing excessive oxidation of the liquid metal, thereby improving the wetting ability of the melt to the substrate metal, reducing inclusions and oxygen content in the cladding layer, and improving the process formability of the cladding layer. Since the research on laser cladding technology, the first materials chosen for cladding are Ni based, Co based, and Fe based self fluxing alloy powders. These types of self fluxing alloy powders have good adaptability to various substrates such as carbon steel, stainless steel, alloy steel, and cast steel, and can obtain a cladding layer with low oxide content and low porosity. However, for sulfur-containing steel, due to the presence of sulfur, a low melting point brittle phase is easily formed at the interface, making the coating easy to peel off. Therefore, careful selection should be made. Table 1 lists the characteristics of several self fluxing alloy powder systems.
(1) Ni based self fluxing alloy powder
Ni based self fluxing alloy powder has been extensively studied and applied in laser cladding materials due to its excellent wettability, corrosion resistance, high-temperature self-lubricating effect, and moderate price.
It is mainly suitable for components that require local wear resistance, heat resistance, corrosion resistance, and thermal fatigue resistance, and the required laser power density is slightly higher than that of molten iron-based alloys. The alloying principle of Ni based self fluxing alloys is to use elements such as Fe, Cr, Co, Mo, W for austenite solid solution strengthening, elements such as Al and Ti for intermetallic compound precipitation strengthening, and elements such as B, Zr, Co for grain boundary strengthening. The selection of various elements in Ni based self fluxing alloy powder is based on the above principles, and the amount of alloy elements added is determined based on the alloy forming performance and laser cladding process.
Tang Ying et al. used laser cladding of Ni self fluxing alloy powder materials on a medium carbon steel substrate, selecting alloy elements such as C, Si, B, Cr, etc. Research has shown that the addition of C element can obtain high hardness carbides, form dispersed strengthening phases, and further improve the wear resistance of the cladding layer; On the one hand, Si and B elements act as deoxidizers and self fluxes to increase wettability, and on the other hand, they improve the hardness and wear resistance of coatings through solid melt strengthening and dispersion strengthening; Cr element is dissolved in the face centered cubic crystal of Ni, playing a role in both solid solution and oxidation passivation of the cladding layer, thereby improving corrosion resistance and high-temperature oxidation resistance. The excess Cr forms a hard phase of chromium carbide and chromium boride with C and B, which improves the hardness and wear resistance of the alloy. The main elements used by Chen Daming et al. to melt nickel based alloys on Y4 mold steel are Cr, Fe, Mo, W, B, Si, and C. It is not difficult to see from the selection of nickel based alloy elements that the strengthening method is mainly solid solution strengthening. B. The addition of Si can improve the forming process performance of alloy cladding layer; The addition of carbon can obtain carbide dispersion strengthening phase, further improving wear resistance. Wang Huaming et al. prepared a composite coating on the surface of titanium alloy by laser cladding a mixed powder of 60% Ni+30% Ti+10% Si (mass fraction) with metal silicide Ti5Si3 as the reinforcing phase and intermetallic compound NiTi2 as the matrix. Research has shown that under dry sliding friction and wear conditions, the cladding layer has excellent wear resistance.
(2) Co based self fluxing alloy powder
Co based self fluxing alloy powder has good high-temperature performance and corrosion and wear resistance, and is often used in industrial fields such as petrochemicals, power, metallurgy, etc. for wear resistance, corrosion and high temperature resistance. Co based self fluxing alloys have good wetting properties and lower melting points compared to carbides. After heating, Co element first melts, and when the alloy solidifies, it forms new phases with other elements, which is extremely beneficial for strengthening the cladding layer. At present, the alloy elements used in Co based alloys are mainly Ni, C, Cr, and Fe. Among them, Ni element can reduce the thermal expansion coefficient of Co based alloy cladding layer, reduce the melting temperature range of the alloy, effectively prevent cracks in the cladding layer, and improve the wettability of the cladding alloy to the substrate.
Zhang Song et al. used CO2 laser to melt Co based powder on the surface of 2Cr13 stainless steel, obtaining a cladding layer with excellent high-temperature corrosion resistance. Li Mingxi et al. deposited high carbon cobalt based alloy powder on the surface of nickel based cast high-temperature alloys and found that the bonding interface of the deposited layer was a vertically growing columnar crystal; As the laser input power increases, the microstructure of the cladding layer becomes coarser, and the microhardness of the cladding layer slightly decreases. C. Chabrol et al. used a 5kW CO2 laser to melt Stellite-F powder onto a martensitic steel substrate.
Research has found that both longitudinal and transverse tensile stresses are present on the coating surface; On the substrate side near the coating/substrate interface, there is compressive stress, and as the distance from the interface increases, a high tensile stress peak appears in the substrate.
(3) Fe based self fluxing alloy powder
Fe based self fluxing alloy powder is suitable for parts that require local wear resistance and are prone to deformation. The matrix is mostly cast iron and low carbon steel, and its biggest advantage is low cost and good wear resistance. However, compared with Ni based and Co based self melting alloy powders, Fe based self melting alloy powders have disadvantages such as poor self melting, easy cracking of the fusion layer, easy oxidation, and easy generation of gas pores. In the composition design of Fe based self fluxing alloy powders, elements such as B, Si, and Cr are usually used to improve the hardness and wear resistance of the cladding layer, while Ni is used to enhance the crack resistance of the cladding layer.
Chen Huifen et al. deposited Fe Cr Ni self fluxing alloy powder on the surface of 16Mn steel, and the results showed that the microstructure of the cladding layer was dendritic and cellular, with non-equilibrium (Fe, Cr) and (Fe, Ni) phases present in the cladding layer. Zhang Jinying et al. studied the microstructure and properties of laser cladding FeCSiB+V (+Ti) alloy powder on the surface of 12Cr2Ni4A steel by adding V and composite adding V and Ti. The results show that the microhardness distribution of the cladding layer is uniform, with an average hardness of 900-1050HV; The size and content of in-situ reinforced particles in the cladding layer decrease with the increase of cooling rate. Li Sheng et al. deposited Fe based powder on a medium carbon stainless steel substrate and found that small changes in carbon content can significantly alter the microstructure and properties of the deposited layer; When other parameters remain unchanged, a decrease in carbon content within the range of 0.3% to 0.4% is beneficial for improving the hardness and toughness of the cladding layer, while also suppressing crack formation.
Comprehensive analysis shows that Ni based or Co based self fluxing alloy powder systems have good self fluxing properties, corrosion resistance, wear resistance, and oxidation resistance, but their prices are relatively high; Although Fe based self melting alloy powder is cheap, it has poor self melting properties and is prone to cracking and oxidation. Therefore, in practical applications, the self fluxing alloy powder system should be reasonably selected according to the usage requirements.
2. Ceramic powder
Ceramic powders mainly include silicide ceramic powders and oxide ceramic powders, with oxide ceramic powders (Al2O3 and ZrO2) being the main components. Due to its excellent wear resistance, corrosion resistance, high temperature resistance, and oxidation resistance, ceramic powder is often used to prepare high-temperature wear-resistant and corrosion-resistant coatings and thermal barrier coatings; In addition, bioceramic materials are currently a hot research topic.
Although ceramic materials have always been a focus of attention as high-temperature wear-resistant and corrosion-resistant coatings and thermal barrier coating materials, the significant differences in thermal expansion coefficient, elastic modulus, and thermal conductivity between ceramic materials and matrix metals result in defects such as cracks and voids in the coating. In use, deformation, cracking, peeling, and damage will occur.
In order to solve the cracks in pure ceramic coatings and achieve high strength bonding with metal substrates, some scholars have attempted to use an intermediate transition layer and add low melting point and high expansion coefficient CaO, SiO2, TiO2, etc. to the ceramic layer to reduce internal stress and alleviate crack tendency. However, existing research has shown that the problems of cracks and peeling in pure ceramic coatings have not been well solved, so further in-depth research is needed.
At present, research on laser cladding of bioceramic materials mainly focuses on hydroxyapatite (HAP) and fluoroapatite, as well as bioceramic materials containing Ca and Pr, which are laser cladding on metal surfaces such as Ti based alloys and stainless steel. Hydroxyapatite bioceramics have good biocompatibility and have long been widely valued by scholars both domestically and internationally as human teeth.
Wang Yingchun et al. laser cladding calcium salt composite powder on 1Cr18Ni9Ti stainless steel. The microstructure and phase analysis showed that the microstructure of the cladding layer was granular HAP distributed in overlapping rods β- In Ca2P2O7, the main phase of the cladding layer is β- Ca2P2O7 and Ca5 (PO4) 3 (OH); The junction between the coating and the substrate is a strip structure with flat interface epitaxial growth, while the middle of the cladding layer is a typical cellular crystal, and the surface structure of the cladding layer is a granular equiaxed crystal. Liu Qibin et al. prepared gradient bioceramic composite coatings on Ti6Al4V alloy using broadband laser cladding technology. The study showed that calcium and oxygen elements were mainly distributed in the bioceramic coating, titanium and vanadium elements were mainly distributed in the substrate and alloying layer, and phosphorus elements were mainly distributed in the alloy layer and ceramic layer; The basic phase structure of the alloy layer is mainly T (Al, P, Fe, V) phase, with white eutectic structure and white particles distributed. The white eutectic structure is mainly Fe2Ti4O+AlV3, and the white particles are Al3V0.333Ti0.666 crystallized; The basic phase structure of the bioceramic layer is cellular crystals, mainly composed of CaO, CaTiO3, and HA, with gray and white particle phases distributed; The maximum hardness of the alloy layer is 1600HV0.2, and the maximum hardness of the bioceramic coating is about 1300HV0.2.
Although the research on laser cladding of bioceramic materials started relatively late, it has developed rapidly and is a promising research direction.
3. Composite powder
Composite powder mainly refers to the powder system formed by mixing or compounding various high melting point hard ceramic materials such as carbides, nitrides, borides, oxides, and silicides with metals. Composite powder can be used to prepare ceramic particle reinforced metal matrix composite coatings using laser cladding technology. It combines the strength and toughness of metals, good processability, and excellent wear resistance, corrosion resistance, high temperature resistance, and oxidation resistance of ceramic materials. It is currently a hot research and development topic in the field of laser cladding technology. At present, the composite powder systems that are widely used and researched mainly include carbide alloy powders (such as WC, SiC, TiC, B4C, Cr3C2, etc.), oxide alloy powders (such as Al2O3, Zr2O3, TiO2, etc.), nitride alloy powders (TiN, Si3N4, etc.), boride alloy powders, silicide alloy powders, etc. Among them, carbide alloy powder and oxide alloy powder have the most research and application, mainly used in the preparation of wear-resistant coatings. The carbide particles in the composite powder can be directly added to the laser melt or mixed with metal powder to form a mixed powder, but more effectively added in the form of coated powders (such as nickel coated carbides, cobalt coated carbides).
In the process of laser cladding, the coated metal of the coated powder can effectively protect the core carbides, weaken the direct effect of high-energy laser and carbides, and effectively reduce or avoid phenomena such as burning, carbon loss, and volatilization of carbides.
4. Other metal system materials
In addition to the above types of laser cladding powder material systems, currently developed and researched cladding material systems also include copper based, titanium based, aluminum based, magnesium based, zirconium based, chromium based, and intermetallic compound based materials [33-43]. Most of these materials utilize certain special properties of alloy systems to achieve one or more functions such as wear resistance, friction reduction, corrosion resistance, conductivity, high temperature resistance, and thermal oxidation resistance.
(1) Copper based
Copper based laser cladding materials mainly include copper based alloy powders and composite powder materials such as Cu Ni B-Si, Cu Ni Fe Co Cr Si-B, Cu Al2O3, Cu CuO, etc. By utilizing metallurgical properties such as liquid phase separation in copper alloy systems, copper based composite powder materials can be designed for laser cladding of copper based in-situ composite materials. Research has shown that there are a large number of self generated hard particle reinforcements in its laser cladding layer, which has good wear resistance. Single country and others utilized the liquid-phase separation and metallurgical reaction characteristics of Cu and Fe between the base material and the weld overlay material to prepare a copper based alloy composite cladding layer with Fe3Si dispersed distribution by laser cladding. Research has shown that during laser cladding, the Fe element that melts from the base material and enters the melt pool is in a liquid phase separation state from the Cu alloy in the melt pool; The Fe entering the melt pool rises due to its low density, and during the rising process, it reacts with Si in the melt pool to form Fe3Si. Fe3Si is distributed in a dispersed gradient in the laser cladding layer α- In the Cu matrix.
(2) Titanium based
Titanium based cladding materials are mainly used to improve the biocompatibility, wear resistance, or corrosion resistance of the substrate metal material surface. The titanium based laser cladding powder materials studied mainly include pure Ti powder, Ti6Al4V alloy powder, as well as titanium based composite powders such as Ti TiO2, Ti TiC, Ti WC, and Ti Si. Zhang Song et al. laser deposited Ti TiC composite coatings on the surface of Ti6Al4V alloy in an argon atmosphere. The study showed that small TiC particles were formed in situ in the composite coatings, and the composite coatings exhibited excellent friction and wear properties.
Wu Wanliang et al. conducted laser cladding experiments on the surface of Ti6Al4V alloy using various material systems including TiC, Ti+33% TiC, and pure Ti powder, and obtained laser cladding layers with excellent surface quality. Through the analysis of the quality of different material cladding layers, it was found that when the cladding material and substrate are of the same type, the cladding layer has good wettability and forms a good metallurgical bond.
(3) Magnesium based
Magnesium based cladding materials are mainly used for laser cladding of magnesium alloy surfaces to improve their wear resistance and corrosion resistance. J. Dutta Majumdar et al. deposited magnesium based MEZ powder (composition: Zn: 0.5%, Mn: 0.1%, Zr: 0.1%, RE: 2%, Mg: Bal) on ordinary commercial magnesium alloys. Research has shown that the microhardness of the cladding layer has increased from HV35 to HV 85-100, and due to grain refinement and redistribution of intermetallic compounds, the corrosion resistance of the cladding layer in a 3.56wt% NaCl solution is significantly improved compared to that of the base magnesium alloy.
(4) Aluminum based
SorinIgnat et al. used a 3kW Nd: YAG laser with lateral powder feeding to melt aluminum powder on two magnesium alloy substrates, WE43 and ZE41, and obtained a fusion layer with good bonding performance. Research has found that the hardness value of the coating reaches HV0.05120-200, and the main reason for the increase in hardness is the presence of Al3Mg2 and Al12Mg17 metal compounds. ZMei et al. laser cladding aluminum based Al Zn powder on a magnesium based ZK60/SiC matrix resulted in a metallurgical good cladding layer. Research has shown that the corrosion potential of the cladding layer is 300mV higher than that of the standard sample, while the corrosion current is at least three orders of magnitude lower.
(5) Zirconium based
Li Gang et al. conducted laser cladding of zirconium based ZrAlNiCu alloy powder on a pure titanium substrate and studied and analyzed the coating. Research has found that the coating is composed of intermetallic compounds with high specific strength and hardness, as well as a small amount of amorphous phase, and has good mechanical properties; Adding 2wt% B and 2.75wt% Si to ZrAlNiCu alloy powder, it was found that the amorphous content in the coating increased and the hardness increased. The highest hardness of the two coatings reached HV909.6 and HV1444.8, respectively.
5. Application of Rare Earths in Laser Cladding
Rare earth elements such as Ce, La, and Y are prone to react with other elements to form stable compounds. During the solidification process of the cladding layer, they can serve as crystallization cores, increase nucleation rates, and adsorb at grain boundaries to prevent grain growth and refine dendritic structures. At the same time, rare earth elements have a strong affinity for sulfur and oxygen, and are also strong internal adsorption elements. They are prone to exist at grain boundaries, strengthening and purifying them. The front of the inner oxide layer hinders the continuation of the oxidation process, significantly improving high-temperature oxidation resistance and corrosion resistance. In addition, rare earths can effectively improve the microstructure of the cladding layer, improve the shape of hard phase particles, and evenly distribute them in the cladding layer.
Shang Lijuan et al. conducted in-depth research on the modification of laser cladding cobalt based self fluxing alloys with rare earth elements and successfully obtained gradient microstructure coatings of cobalt based self fluxing alloys on a 20 steel substrate using rare earth modification and laser cladding processes. The results showed that after adding 0.6% rare earth elements, the gradient coating structure obtained transitioned continuously from hypoeutectic to eutectic, with a hardness 12.3% higher than the original alloy, and a wear resistance nearly twice higher than that of the coating without rare earth elements. Wang Kunlin et al. comprehensively analyzed the modification effect of CeO2 and La2O3 on laser cladding layers of iron-based and nickel based alloys. The results showed that Ce and La can effectively refine the structure, purify grain boundaries, reduce inclusions, improve wear resistance and corrosion resistance. Pan Yingjun et al. prepared a nickel based TiC metal ceramic composite layer containing rare earth oxide La2O3 by laser cladding on the surface of A3 steel substrate. Research has shown that adding an appropriate amount of rare earth oxide La2O3 can effectively improve the microstructure of laser cladding composite layers, reduce cracks, pores, and inclusions in the composite layer, improve the shape of TiC particles in the cladding layer, and significantly enhance the wear resistance and corrosion resistance of the cladding layer.
2、 General principles for the design of laser cladding materials
By optimizing the laser cladding process for a reasonable fusion material/substrate metal matching system, the best fusion layer performance can be achieved. If the material system is not properly matched, it is difficult to obtain a fusion layer with ideal quality and performance. Therefore, the design and selection of cladding materials are crucial for the engineering application of laser cladding technology. When designing or selecting cladding materials, the following aspects should generally be considered.
1. Principle of similar coefficient of thermal expansion
The thermal expansion coefficients of the cladding material and the base metal should be as close as possible. If the difference in thermal expansion coefficients between the two is too large, the cladding layer is prone to cracking or even peeling off. Therefore, the matching principle of the thermal expansion coefficient between the laser cladding layer material and the substrate should meet the relevant parameters of equation (1):
σ 2 (1)- γ)/ (E)· Δ T)< Δα<σ 1 (1)- γ)/ (E)· Δ T) (1)
In the formula: σ 1 σ 2 represents the tensile strength of the cladding layer and the substrate, respectively; Δα The difference in thermal expansion coefficients between the two; Δ T is the difference between the melting temperature and room temperature; E γ The elastic modulus and Poisson's ratio of the cladding layer are respectively. From equation (1), it can be seen that the thermal expansion coefficient of the cladding layer needs to have a certain range. Beyond the above range, residual tensile stress can easily form on the surface of the substrate, causing cracking or even peeling of the coating and substrate.
2. Principle of similar melting points
The melting point of the fusion material and the base metal cannot differ too much, otherwise it is difficult to form a fusion layer with good metallurgical bonding and low dilution with the base metal. In general, if the melting point of the cladding material is too high and the cladding material melts less during heating, it will cause high surface roughness of the coating, or the dilution of the cladding layer will increase due to excessive melting of the substrate surface, resulting in severe contamination of the cladding layer; If the melting point of the cladding material is too low, it may cause voids and inclusions in the cladding layer due to excessive melting of the cladding material, or it may be difficult to form a good metallurgical bond between the cladding layer and the substrate due to poor melting of the substrate metal surface. Therefore, in laser cladding, a cladding material with a melting point similar to the base metal is generally chosen.
3. Principle of wettability
The cladding material and the substrate metal, as well as the high melting point ceramic phase particles in the cladding material, should have good wettability with the substrate metal. In order to improve the wettability between high melting point ceramic phase particles and the matrix metal, various approaches can be taken: (1) surface treatment of ceramic particles in advance to improve their surface energy. Common processing methods include mechanical alloying, physical and chemical cleaning, electrochemical polishing, and coating. (2) Add certain alloy elements appropriately when designing cladding materials. For example, when preparing Al2O3/Cu cladding coatings by laser cladding of Cu+Al2O3 mixed powder, Ti can be added to the powder system to improve interphase wettability; Adding active elements such as Cr is beneficial for improving the wettability between the matrix and particles. In addition, suitable laser cladding process parameters can be selected to improve wettability, such as increasing the cladding temperature and reducing the surface energy of the coated metal liquid.
In addition, for the synchronous powder feeding laser cladding process, the cladding alloy powder should also follow the principle of fluidity, that is, the alloy powder should have good solid fluidity. The flowability of powder is related to factors such as its shape, particle size distribution, surface condition, and humidity. Spherical powder has the best fluidity. The powder particle size is best between 40-200 μ Within the range of m, the powder is too fine and has poor fluidity; The powder is too coarse and the melting process is poor. The flowability of the powder deteriorates after being damp, and the dryness of the powder should be ensured during use.
3、 The Application Status and Prospects of Laser Cladding Materials
Since its inception, laser cladding technology has been widely applied in industry, solving a large number of maintenance problems in engineering. However, laser cladding materials have always been an important factor limiting the application of laser cladding technology. At present, the main problems with laser cladding materials are: there is a lack of specialized material systems for laser cladding, a lack of specialized powder materials for serialization, and a lack of evaluation and application standards for cladding materials.
For many years, the powder system used in laser cladding has been based on thermal spraying powder materials. Numerous scholars have pointed out that using thermal spray powder for laser cladding is unscientific. In the design of thermal spraying powder, in order to prevent flow due to small temperature changes during spraying, the designed thermal spraying alloy composition often has a wide solidification temperature range. If this type of alloy is directly applied to laser cladding, it will cause porosity problems due to poor fluidity. In addition, high content of B and Si elements were added to the thermal spraying powder, which on the one hand reduced the melting point of the alloy; On the other hand, it serves as a deoxidizer to reduce metal oxides and generate low melting point borosilicate, which plays a role in deoxidation and slagging. However, compared with thermal spraying, laser melt pool has a shorter lifespan. This low melting point borosilicate often does not have time to float to the surface of the melt pool and remains in the cladding layer. During the cooling process, it forms a liquid film, exacerbating coating cracking or causing inclusions in the cladding layer.
The commonly adopted approaches to address the above issues mainly include: (1) adjusting the composition on the basis of universal thermal spraying powder and reducing the coefficient of expansion. Minimize the content of elements such as B, Si, and C while ensuring performance, and minimize the possibility of cracking in the fusion layer and transition layer on the substrate surface. (2) Adding one or several alloying elements, while meeting its performance requirements, can increase its toughness phase and improve the toughness of the coating, effectively suppressing the generation of hot cracks. (3) Preheating and post heat treatment of the substrate material can reduce temperature gradients, reduce residual thermal stress, and help suppress the occurrence of cracks. (4) Adding rare earth elements to powder materials can improve their strength and toughness. Although the above methods can improve the process performance of coatings to a certain extent, they cannot change the internal stress generated during laser heating and cooling, and cannot fundamentally solve the problem. Therefore, starting from the characteristics of laser cladding process and combining with application requirements, research on specialized powders suitable for laser cladding will become one of the important directions of laser cladding research.
Currently, domestic institutions such as Tsinghua University and Huazhong University of Science and Technology have conducted research on specialized powder materials for laser cladding. Tan Wen et al. developed a low-cost and high-performance specialized Fe-C-Si-B alloy powder, and a comparative study of its wetting properties with commercial Ni based self melting alloy laser cladding process showed that it has better wetting properties; In addition, the addition of a small amount of CaF2 to Fe-C-Si-B alloy powder significantly improved the process performance of the cladding powder. Li Sheng et al. put forward a design idea of special Fe based alloy powder for "low carbon peritectic" (that is, the carbon mass fraction in the powder is about 0.2%, located near the peritectic point), and believed that the alloy has narrow solidification temperature range, fine grains, good toughness, strong anti cracking ability, and the main phase of the cladding coating is Flat noodles martensite with good strength and toughness. Research has shown that the microstructure of the iron-based powder prepared based on this design concept is "cryptocrystalline martensite+residual austenite+a small amount of dispersed alloy carbides". The hardness of the cladding layer reaches HRC62, without cracks, and does not require preheating and post heat treatment.
In addition, the development of functional gradient coatings provides new ideas for solving crack problems, but there are still some problems in their preparation, such as difficulty in accurately controlling the coating composition according to theoretical design changes, and difficulty in applying to large-sized parts.
4、 Conclusion
Laser cladding technology is a high-tech surface modification technology and equipment maintenance technology, and its research and development have important theoretical significance and economic value.
Laser cladding materials are the main factor restricting the development and application of laser cladding technology. Although some progress has been made in the development of laser cladding materials, there is still a long way to go in quantitatively designing alloy compositions according to the designed performance and application requirements of the cladding parts. Laser cladding materials have not yet formed a series and standardization, and further research is needed.
